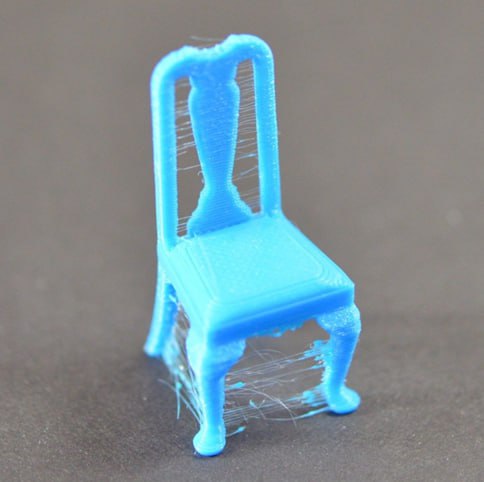
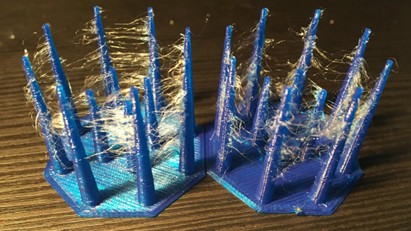
Retraction یا همان برگشت مواد را میتوان مهم ترین عامل در ایجاد رشته ها عنوان کرد بدین ترتیب که اگر میزان آن کم تر از حد مناسب باشد در بخش هایی از پرینت که نازل دستگاه در قسمت های مختلف مدل جابجا میشود به دلیل عقب رفت کم فیلامنت و داغ بودن نازل مقداری فیلامنت ذوب شده و از نازل خارج میشود. برای حل این مشکل با توجه به اینکه مقدار Retraction در دستگاه های مختلف، متفاوت است بهتر است تا با یک مدل یکسان چندین بار تست انجام دهید تا به مقدار مناسب برسید، برای شروع مقادیر زیر پیشنهاد میشود:
برای دستگاه های Direct: شروع با مقدار 3mm و اضافه نمودن مقدار 1mm به صورت گام به گام.
برای دستگاه های Bowden: شروع با مقدار 5mm و اضافه نمودن مقدار 1mm به صورت گام به گام.
توجه: اگر میزان Retraction خیلی زیاد شود باعث عدم اکسترود مواد به هنگام شروع پرینت در نقاط مختلف میشود.